


Процесс Изготовления
Процесс проектирования
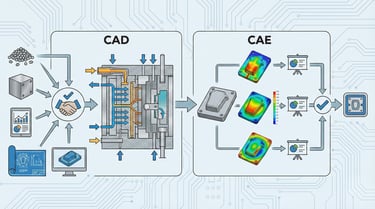
CAD
Для того чтобы наши проекты успешно и без проблем достигали своей цели, все требуемые характеристики, связанные с изготовлением пресс-формы и производимым изделием (сырье и материалы для пресс-формы, анализы, данные литья под давлением, 3D и 2D эскизный проект пресс-формы), представляются нашему клиенту, и в соответствии с его утверждением подготавливается план производства.
Все данные об изделии, полученные от наших клиентов, тщательно анализируются. Если требуются обязательные изменения в изделии, они обсуждаются с клиентом, после чего получается утверждение исходных данных для начала работ над пресс-формой.
Все системы, относящиеся к пресс-форме: впрыск, крепление, литниковая система, охлаждение, выталкиватели, стержни и подвижные механизмы — проектируются с учетом мнения и согласия наших клиентов.
CAE
Перед завершением проектирования детали, чтобы избежать ошибок во время литья под давлением и сохранить желаемые характеристики изделия, проводятся: анализ заполнения при литье, анализ охлаждения, анализ коробления и усадочных раковин (утяжин).
После того как клиент подтверждает соответствие представленных данных, начинается проектирование детали и пресс-формы.
Процесс в инструментальном цехе (Производство пресс-форм)
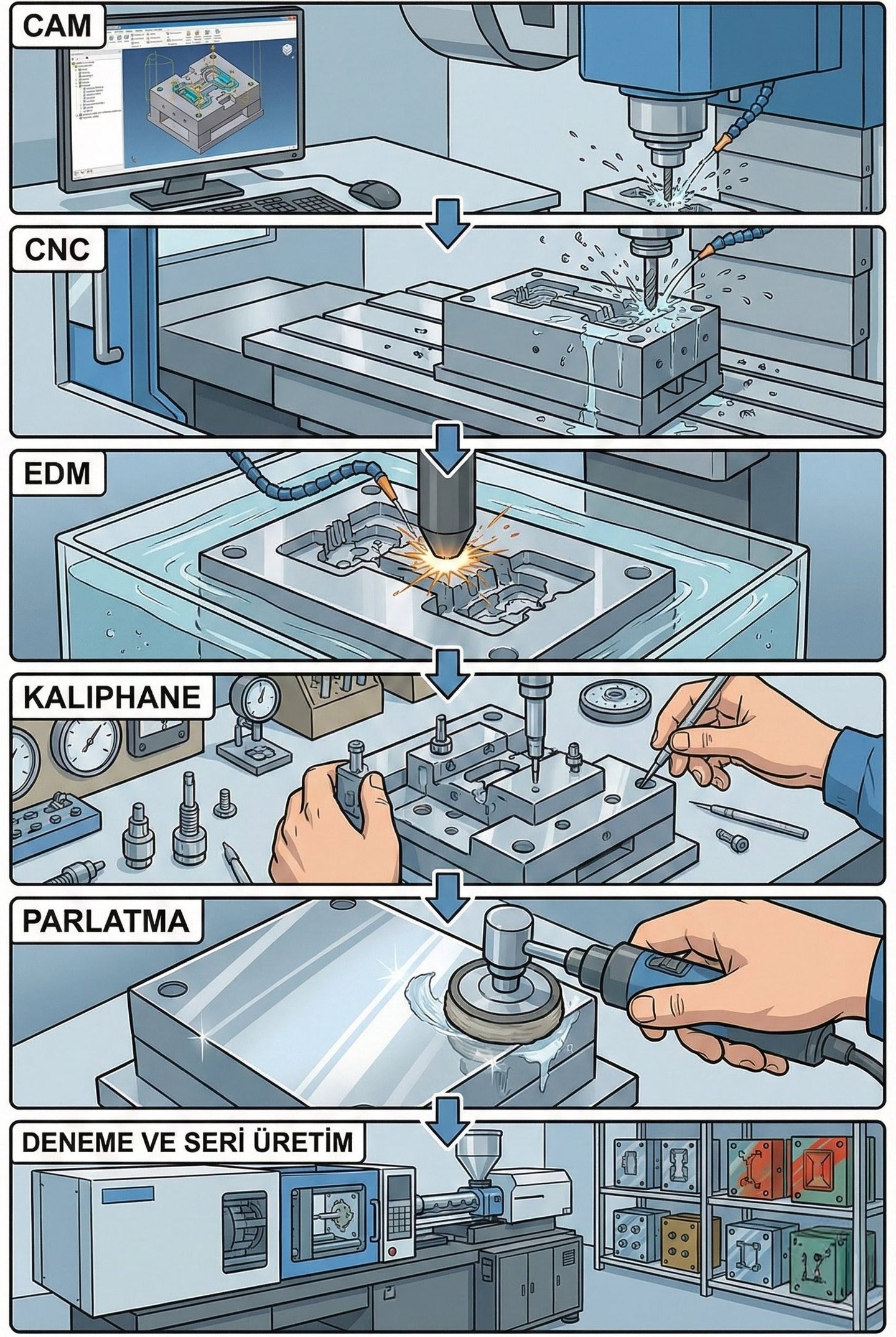
CAM
В нашем отделе CAM используется программа PowerMill. В процессе CAM, который является первым шагом для достижения целевых сроков готовности пресс-формы, обеспечивается необходимая размерная точность и качество поверхности при минимальном времени обработки.
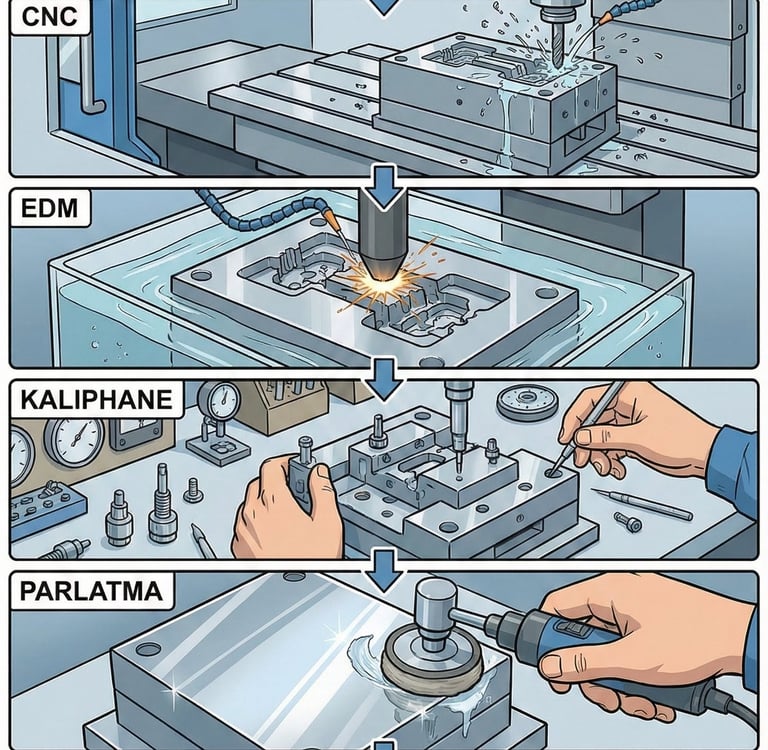
CNC (ЧПУ)
Для безошибочного и быстрого процесса серийного производства мы используем станки и оборудование, обеспечивающие высокую точность в системе «Станок-Оправка-Инструмент». За счет обеспечения размерной точности обработка выполняется таким образом, чтобы свести к минимуму необходимость электроэрозионной обработки (EDM) и слесарной подгонки после фрезерования на станках с ЧПУ.
EDM (Электроэрозионная обработка)
На наших прошивочных электроэрозионных станках, где применяются системы быстрой фиксации, выполняются высокоточные и быстрые операции.
ИНСТРУМЕНТАЛЬНЫЙ УЧАСТОК
На наших универсальных станках опытные сотрудники инструментального цеха выполняют процессы подгонки и сборки элементов пресс-формы. После проведения пробной отливки и получения утверждения от клиента пресс-формы полностью готовы к серийному производству.
ПОЛИРОВКА
Особое и тщательное внимание уделяется процессу полировки, который является последним этапом изготовления пресс-формы, что позволяет достичь высокой визуальной и размерной точности.
ИСПЫТАНИЯ И СЕРИЙНОЕ ПРОИЗВОДСТВО
После завершения изготовления пресс-формы проводится первая пробная отливка. После выполнения всех визуальных и размерных проверок, а также тестирования работы систем пресс-формы, на нее устанавливаются идентификационные таблички (шильдики) и производится покраска. Пресс-форма занимает свое место на стеллаже, будучи полностью готовой к серийному производству.
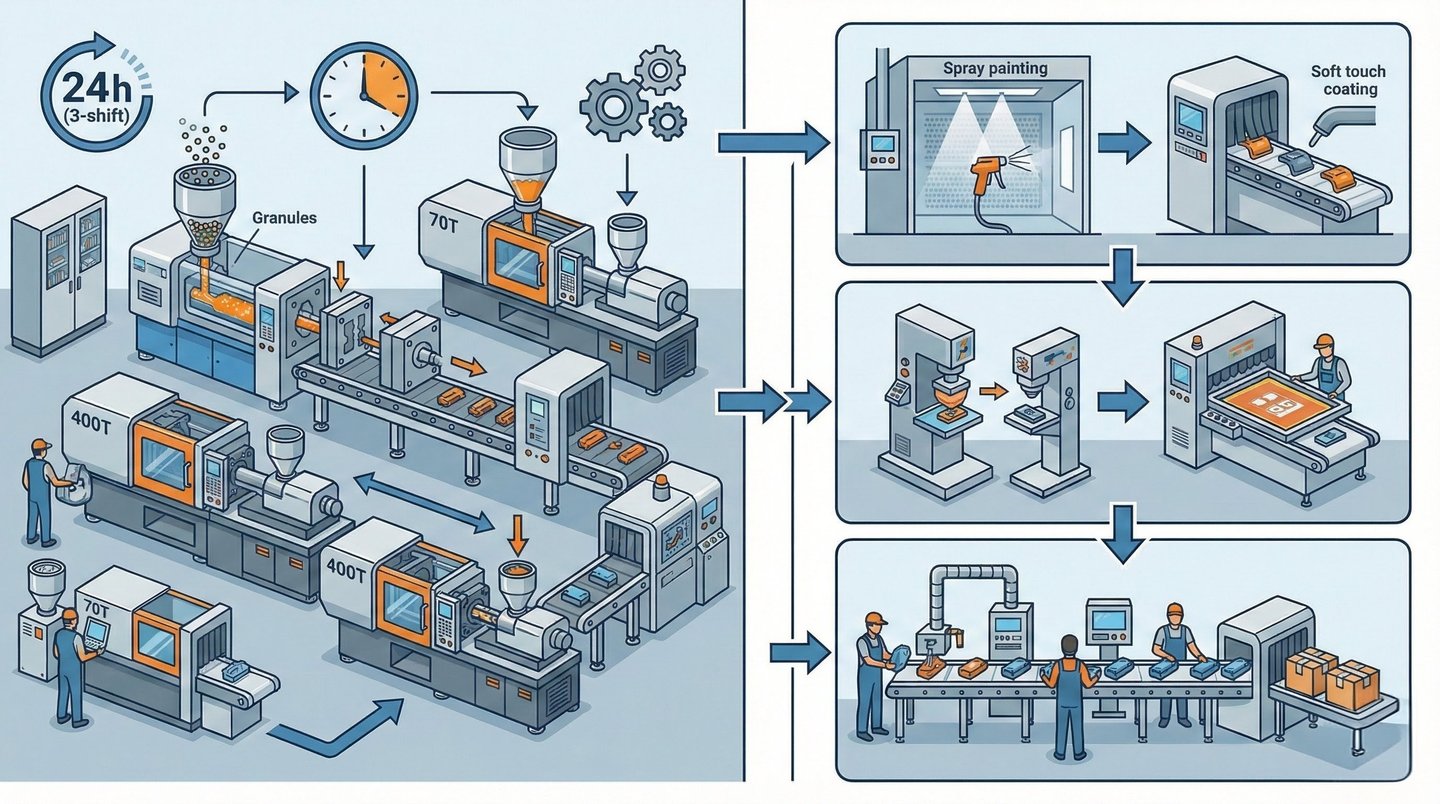
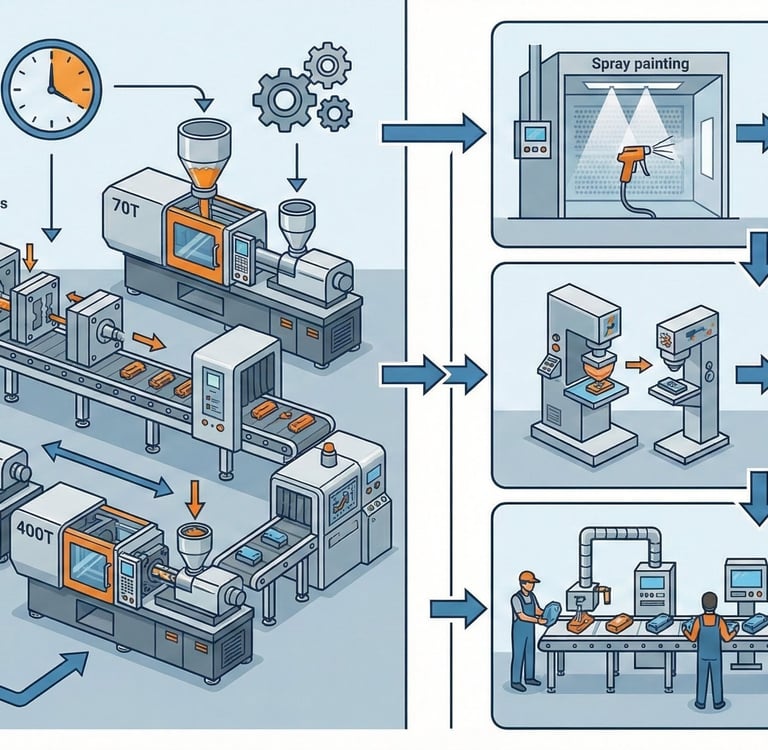
ПРОЦЕСС ЛИТЬЯ ПЛАСТМАСС ПОД ДАВЛЕНИЕМ
На этапе производства компания Hisar Grup придает огромное значение удовлетворенности клиентов и считает это своим основным принципом. Производство осуществляется на основе клиентоориентированного подхода в 3 смены. Компания располагает широким парком оборудования различного усилия смыкания (от 70 до 400 тонн) и использует современные технологии.
ПРОЦЕСС ПОКРАСКИ, ШЕЛКОГРАФИИ И СБОРКИ
В соответствии с требованиями наших клиентов в производственный поток также включены процессы жидкой покраски и нанесения покрытия «софт-тач» (soft touch), что обеспечивает бесперебойную поставку готовых деталей. На нашем предприятии с использованием станков для тампонной и трафаретной печати (шелкографии) выполняются работы по нанесению изображений в соответствии с запросами клиентов. Также, по желанию заказчиков, осуществляются процессы сборки и комплектации (группировки) производимых деталей.

Форма обратной связи
Свяжитесь с нами по поводу ваших проектов, и мы окажем вам поддержку.
ЛИТЬЕ ПЛАСТМАСС ПОД
ДАВЛЕНИЕМ
Район Мурадие, ул. 13 OSB, д. 17, Юнусемре / МАНИСА
muhasebe.plastik@hisargrup.com.tr
Телефон: +90 531 466 51 61
© 2026. All rights reserved by Digitar
ИНСТРУМЕНТАЛЬНЫЙ
ЦЕХ
Район Эвренос, Эвренос Кюме Эвлери № 27, Юнусемре / МАНИСА
muhasebe@hisargrup.com.tr
Телефон: +90 530 052 94 52